
- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик


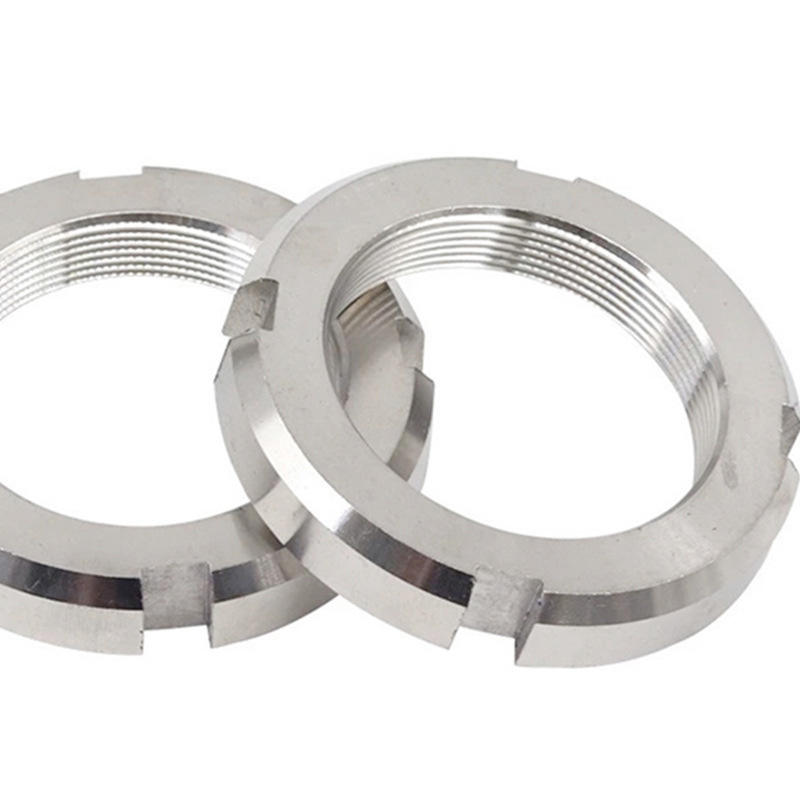
Мазна тркалезна навртка со дупчиња со контура
Изработена од издржливи материјали како што е нерѓосувачки челик, тркалезната навртка со мазни контури обезбедува одлична отпорност на олабавување.
Испрати барање
Опис на производот
Тркалезни навртки со мазни контури се направени од различни цврсти материјали за да одговараат на различни намени. Најчестиот материјал за навртката е јаглеродниот челик - тој е ефтин и издржлив и често се користи во конвенционалните механички компоненти како што се шахтите и главините.
Ако ви требаат навртки за на отворено или во близина на солена вода, нерѓосувачкиот челик (како 304 или 316 одделение) е добар избор бидејќи не рѓосува. За електрични работи, кружните навртки со месинг дупчиња работат добро бидејќи месингот спроведува електрична енергија. Алуминиумските навртки се лесни, па затоа се погодни за места каде тежината е важна и нема корозија или тежок товар.
Ние го избираме материјалот врз основа на тоа за што ќе се користи навртката. На овој начин, може да се справи со специфичниот притисок, триење или околина со која ќе се соочи во опремата.
Третман на површината на производот
2.Ние често ставаме мазна заоблена навртка со дупчиња низ различни површински третмани за да им помогнеме да траат подолго и да избегнеме 'рѓа. Најчестиот метод е галванизација. Тоа е популарен избор бидејќи не чини премногу, е едноставен за правење и дава добра основна заштита за затворени или суви места.

| d | дк | n | t | m |
| М10*1 | 22 | 4.3 | 2.6 | 8 |
| М12*1,25 | 25 | 4.3 | 2.6 | 8 |
| М14 * 1,5 | 28 | 4.3 | 2.5 | 8 |
| М16*1,5 | 30 | 5.2 | 3.1 | 8 |
| М18*1,5 | 32 | 5.3 | 3.1 | 8 |
| М20*1,5 | 35 | 5.3 | 2.8 | 8 |
| М22 * 1,5 | 38 | 5.3 | 3.1 | 10 |
| М24 * 1,5 | 42 | 5.3 | 3.1 | 10 |
| М25*1,5 | 42 | 5.3 | 3.1 | 10 |
| М27*1,5 | 45 | 5.3 | 3.1 | 10 |
| М30*1,5 | 48 | 5.3 | 3.1 | 10 |
| М33*1,5 | 52 | 6.3 | 3.6 | 10 |
| М35*1,5 | 52 | 6.3 | 3.6 | 10 |
| М36*1,5 | 55 | 6.3 | 3.6 | 10 |
| М39*1,5 | 58 | 6.3 | 3.6 | 10 |
| М40*1,5 | 58 | 6.3 | 3.6 | 10 |
| М42*1,5 | 62 | 6.3 | 3.6 | 10 |
| М45*1,5 | 68 | 6.3 | 3.6 | 10 |
| М48*1,5 | 72 | 8.3 | 4.2 | 12 |
| М50*1,5 | 72 | 8.3 | 4.2 | 12 |
| М52*1,5 | 78 | 8.3 | 4.2 | 12 |
| М55*2 | 78 | 8.3 | 4.2 | 12 |
| М60*2 | 90 | 8.3 | 4.2 | 12 |
| М64*2 | 95 | 8.3 | 4.2 | 12 |
| М65*2 | 95 | 8.3 | 4.2 | 12 |
| М68*2 | 100 | 10.3 | 4.7 | 12 |
| М72*2 | 105 | 10.3 | 4.7 | 15 |
| М75*2 | 105 | 10.3 | 4.7 | 15 |
| М80*2 | 115 | 10.3 | 4.7 | 15 |
| М85*2 | 120 | 10.3 | 4.7 | 15 |
| М90*2 | 125 | 12.4 | 5.7 | 18 |
| М95*2 | 130 | 12.4 | 5.7 | 18 |
| М100*2 | 135 | 12.4 | 5.7 | 18 |
| М105*2 | 140 | 12.4 | 5.7 | 18 |
| М110*2 | 150 | 14.4 | 6.7 | 18 |
| М115*2 | 155 | 14.4 | 6.7 | 22 |
| М120*2 | 160 | 14.4 | 6.7 | 22 |
| М125*2 | 165 | 14.4 | 6.7 | 22 |
| М130*2 | 170 | 14.4 | 6.7 | 22 |
| М140*2 | 180 | 14.4 | 6.7 | 26 |
| М150*2 | 200 | 16.4 | 7.9 | 26 |
| М160*3 | 210 | 16.4 | 7.9 | 26 |
| М170*3 | 220 | 16.4 | 7.9 | 26 |
| М180*3 | 230 | 16.4 | 7.9 | 30 |
| М190*3 | 240 | 16.4 | 7.9 | 30 |
| М200*3 | 250 | 16.4 | 7.9 | 30 |
За поцврсти места, како надвор или во близина на океанот, користиме галванизирање со топло натопи. Ова става многу потешка обвивка која се спротивставува на солената вода и влагата.
Ние исто така користиме други завршетоци. На пример, облогата од црн оксид дава потемен изглед и одредена отпорност на 'рѓа, а ние често ги пасивираме навртките од нерѓосувачки челик за да ги заштитиме од површинска 'рѓа. Ние го избираме третманот во зависност од тоа каде ќе се користи оревот. Ова помага да се осигураме дека трае и работи правилно на делови како шахти или ракави.
Сесија за прашања и одговори
Кои се стандардните спецификации за големина за навртката што ја снабдувате?
Имаме тркалезна навртка со мазни контури со дупчиња во различни стандардни големини, вклучувајќи метрички и царски мерења, за да одговараат на различни дијаметри на завртките. Ова значи дека е лесно да се користат во сите видови работи на склопување, а на клиентите им даваме детални графикони за големини за да им помогнеме да ја изберат вистинската за нивните специфични потреби.
Жешки тагови: Мазна тркалезна навртка со дупчиња со контура
Поврзана категорија
Шестоаголна навртка
Квадратен орев
Шестоаголна прирабничка навртка
Навртка за заклучување
Капа орев
Орев со шестоаголни дупчиња
Рачно зашрафете ја навртката
Тркалезна навртка
Јаткасти плодови
Т-орев
Орев од трска
Други јаткасти плодови
Испрати барање
Ве молиме слободно дајте го вашето барање во формата подолу. Ќе ви одговориме за 24 часа.








