
- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик


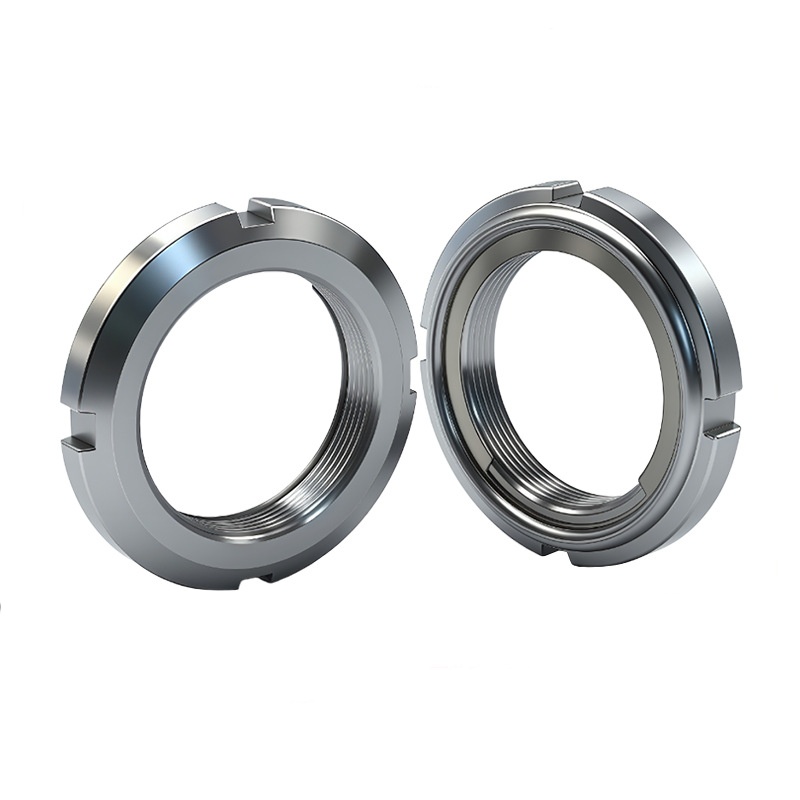
Навртка DIN 981
Кинескиот снабдувач Xiaoguo® обезбедува навртка DIN 981 која има кружна форма. За време на работата, ја прави целата структура покомпактна, заштедува повеќе простор и е погодна за прецизна опрема со специфични барања за простор за инсталација. Купувањето на навртката DIN 981 ќе биде корисно за вас од многу аспекти.
Испрати барање
Опис на производот
Основни јаки страни
Основната предност на навртката DIN 981 лежи во нивниот дизајн, кој е специјално прилагоден за прецизно фиксирање на тркалачките лежишта на шахтите. Нивниот уникатен дизајн покажа предности во однос на прецизноста, доверливоста, практичноста и носивоста.
(1) Принципи на дизајн и професионализам
Дизајнот на навртката DIN 981 строго се придржува до ексклузивните стандарди, постигнувајќи прецизна компатибилност со тркалачките лежишта.
Препознатливиот дизајн на дупчиња и фини заби:
Отвор против олабавување: рамномерно распоредени отвори на надворешниот круг на навртката. За време на употребата, треба да се инсталира и расклопи заедно со соодветниот клуч во облик на кука или специјални алати.
Прецизен фин навој: Користејќи дизајн со фино навој, не само што нуди подобри перформанси за самозаклучување, туку и овозможува попрецизно прилагодување на аксијално поместување.
(2) Основни предности за користење
Стандарди за производство со висока прецизност: Како стандардни сврзувачки елементи, клучните димензии како што се точноста на конецот и истекот на крајната страна на овие компоненти имаат строги барања за толеранција.
Инсталирањето и одржувањето се едноставни: Користејќи стандардни алатки во облик на кука, овој дизајн овозможува флексибилно работење дури и во ограничени места за инсталација.
(3) Широката приспособливост на производот
Опции за богати материјали: За да се приспособат различни средини, обезбедени се разновидни избори на материјали, како што се јаглероден челик со висока цврстина, нерѓосувачки челик А2/А4 (304/316) итн.
Различни површински третмани: Преку површинските третмани како што се галванизација, оцрнување и дактрон, отпорноста на корозија може да се зголеми, што го прави погоден за тешки услови како влажност и солена магла.

Како да го продолжите работниот век
За да се продолжи работниот век на навртките DIN 981, основната идеја може да се сумира како: прецизен избор, стандардизирана инсталација и редовно одржување. Еве неколку клучни практични методи:
(1) прецизен избор
Изберете површинска обработка врз основа на околината: Времетраењето на тестот со прскање со сол за облогата Dacromet може да надмине 2.000 часа, што е четири пати повеќе од традиционалната галванизација.
Изберете го материјалот врз основа на работната средина: За услови на вибрации со висока фреквенција, треба да се избере легиран челик со повисок степен (како што е степенот 8 во однос на јачината); за нормални оптоварувања, стандардниот јаглероден челик е доволен.
(2) стандардизирана инсталација
Користете ја правилната алатка: Уверете се дека го користите стандардниот клуч за полумесечина и уверете се дека неговата големина совршено се совпаѓа со отворот на навртката.
Совладајте ја низата за инсталирање: Прво, рачно завртете ја навртката во неколку целосни вртења. Потоа, користете ја алатката за да ја затегнете по пропишаниот редослед (како симетрично чекор по чекор).
Одржувајте чиста околина: пред монтажата, проверете дали конците и контактните површини се чисти и без какви било туѓи материи.
(3) редовно одржување
Правилно подмачкување: Редовно нанесувајте соодветна количина на маст за подмачкување на површините со навој, што може да го намали триењето, да спречи абење и запирање.
Редовна проверка: Се препорачува производот да се проверува на вртежниот момент на секои 3 до 6 месеци. Во исто време, визуелно проверете дали конците се недопрени и проверете дали навртките имаат пукнатини, абење или знаци на корозија.
Редовно ажурирајте ги помошните делови: По секое расклопување треба да се замени нов прстен за запирање.

| Пон | М3.5 | М4 | М5 | М6 | М8 | М10 | М12 | М14 | М16 | М18 | М20 |
| P | 0.6 | 0.7 | 0.8 | 1 | 1.25 | 1.5 | 1.75 | 2 | 2 | 2.5 | 2.5 |
| dk макс | 7 | 8 | 9 | 11 | 14 | 18 | 21 | 24 | 26 | 29 | 32 |
| dk мин | 6.64 | 7.64 | 8.64 | 10.57 | 13.57 | 17.57 | 20.48 | 23.48 | 25.48 | 28.48 | 31.38 |
| k макс | 3 | 3.5 | 4.2 | 5 | 6.5 | 8 | 10 | 11 | 12 | 13 | 14 |
| к мин | 2.75 | 3.2 | 3.9 | 4.7 | 6.14 | 7.64 | 9.64 | 10.57 | 11.57 | 12.57 | 13.57 |
| n мин | 1.46 | 1.46 | 2.06 | 2.56 | 3.06 | 3.57 | 4.07 | 4.07 | 4.07 | 4.07 | 5.07 |
| n макс | 1.71 | 1.71 | 2.31 | 2.81 | 3.31 | 3.87 | 4.37 | 4.37 | 4.37 | 4.37 | 5.37 |
| т мин | 1 | 1.2 | 15 | 2 | 2.5 | 3.2 | 3.8 | 3.8 | 3.8 | 4.8 | 4.8 |
| т макс | 1.40 | 1.60 | 1.90 | 2.4 | 3 | 3.7 | 4.3 | 4.3 | 4.3 | 5.5 | 5.5 |
Жешки тагови: DIN 981 Орев, Кина, производител, добавувач, фабрика
Поврзана категорија
Шестоаголна навртка
Квадратен орев
Шестоаголна прирабничка навртка
Навртка за заклучување
Капа орев
Орев со шестоаголни дупчиња
Рачно зашрафете ја навртката
Тркалезна навртка
Јаткасти плодови
Т-орев
Орев од трска
Други јаткасти плодови
Испрати барање
Ве молиме слободно дајте го вашето барање во формата подолу. Ќе ви одговориме за 24 часа.








