
- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

Дома > Производи > Орев > Шестоаголна прирабничка навртка > Висока јачина заварена шестоаголна навртка со прирабница





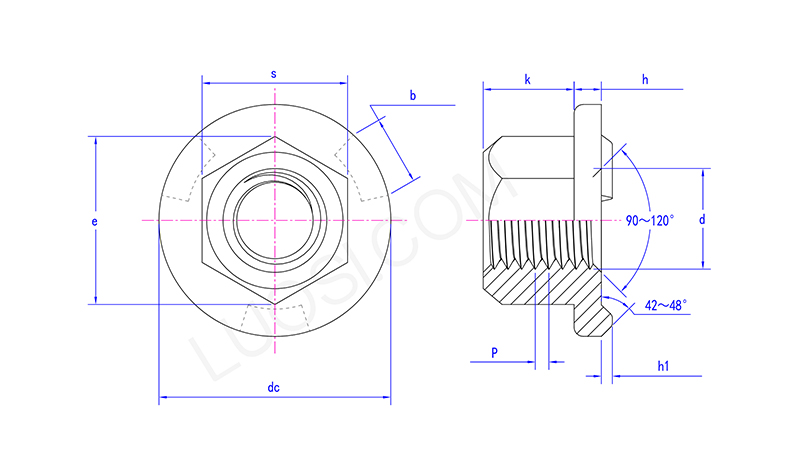
Висока јачина заварена шестоаголна навртка со прирабница
Клучна предност на шестоаголната навртка за заварување со висока јачина со прирабница е нивната комбинација од висока јачина на извлекување, отпорност на вибрации и лесно усогласување за време на склопувањето. Xiaoguo® обезбедува конкурентни цени и ефикасни меѓународни услуги за испорака. Можеме да обезбедиме бесплатни примероци.
Модел:Q 366-2012
Испрати барање
Опис на производот
Шестоаголна навртка за заварување со висока јачина од јаглероден челик со прирабница обично одговара на оценки како 5, 8 или 10 (од ASTM A563) или слични класи на својства ISO-како 8, 10, 12. Ова осигурува дека тие имаат специфични механички својства. Оние од нерѓосувачки челик генерално ги исполнуваат стандардите ASTM A194/A194M или ASME, кои го покриваат нивниот хемиски состав и колку добро се спротивставуваат на корозија, нешто што е важно за овие навртки.
| Пон | М8 | М10 | М12 | М14 |
| P | 1.25 | 1.5 | 1.75 | 2 |
| h1 макс | 1.1 | 1.3 | 1.3 | 1.3 |
| h1 мин | 0.9 | 1.1 | 1.1 | 1.1 |
| dc макс | 22.5 | 26.5 | 30.5 | 33.5 |
| dc мин | 21.5 | 25.5 | 29.5 | 32.5 |
| е мин | 13.6 | 16.9 | 19.4 | 22.4 |
| h макс | 2.75 | 3.25 | 3.25 | 4.25 |
| ч мин | 2.25 | 2.75 | 2.75 | 3.75 |
| б макс | 6.1 | 7.1 | 8.1 | 8.1 |
| б мин | 5.9 | 6.9 | 7.9 | 7.9 |
| к мин | 9.64 | 12.57 | 14.57 | 16.16 |
| k макс | 10 | 13 | 15 | 17 |
| s макс | 13 | 16 | 18 | 21 |
| s мин | 12.73 | 15.73 | 17.73 | 20.67 |
Мерки на претпазливост:
Правилно ставање на шестоаголна навртка за заварување со висока јачина со прирабница значи користење на правилни чекори за заварување. Навртката треба да се намести на вистинското место и да се држи цврсто на површината на работното парче - прво проверете дали површината е чиста и подготвена. За проекционо заварување, треба да користите точна струја, време и притисок. За лачно заварување, се работи за вистинската техника. Во секој случај, важно е да го направите ова правилно. Потребен ви е завар кој оди до крај, но без да ги расипува нишките на навртката. Така ќе бидете сигурни дека зглобот се држи.
Инструкции за инсталација:
За проекција на шестоаголна навртка за заварување со висока јачина со прирабница со прирабница, обично ви треба заварувач со специјален отпор. Мора да ги има соодветните поставки за притисок, струја и време на електродата што одговараат на големината и материјалот на навртката. Проверете го информативниот лист на производителот за предложените поставки што одговараат на вашите специфични навртки.
Жешки тагови: Заварена шестоаголна навртка со висока јачина со прирабница, Кина, производител, добавувач, фабрика
Поврзана категорија
Шестоаголна навртка
Квадратен орев
Шестоаголна прирабничка навртка
Навртка за заклучување
Капа орев
Орев со шестоаголни дупчиња
Рачно зашрафете ја навртката
Тркалезна навртка
Јаткасти плодови
Т-орев
Орев од трска
Други јаткасти плодови
Испрати барање
Ве молиме слободно дајте го вашето барање во формата подолу. Ќе ви одговориме за 24 часа.








