
- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик





Третман за оцрнување Тркалезна самостегачка навртка
Xiaoguo® инвестира во модерна машинерија за постојан квалитет на производите. Инсталирањето на округлата само-прицврстувачка навртка за оцрнување Третманот со зацрнување вклучува повлекување на мандрела низ неговиот центар, предизвикувајќи долниот дел да се деформира радијално нанадвор, создавајќи голема, сигурна површина на лежиштето на слепата страна на материјалот.
Модел:QIB/IND ZS
Испрати барање
Опис на производот
За да може третманот со оцрнување да функционира подобро и да трае подолго, тие добиваат различни површински облоги. Еве го намалувањето на вообичаените:
Челичните навртки често се обложуваат со цинк, може да добиете проѕирни, жолти или црни хроматски завршетоци. Тоа е исплатлив начин да ги заштитите од 'рѓа. Потоа, тука е Geomet™, кој е облога од цинк снегулки. Навистина е добар во борбата против корозија и хемикалии и исполнува многу автомобилски стандарди.
Навртките од нерѓосувачки челик обично минуваат низ процес на пасивација. Тоа само помага да се зголеми отпорноста на корозија што веќе ја имаат. За алуминиумските навртки, тие може да се елоксираат (што може да биде проѕирно или обоено) или да добијат хемиски филм (тоа е премаз за конверзија на хром).
Сите овие завршетоци ја вршат истата работа: ги штитат навртките од влага, хемикалии и абење. Тоа е клучно ако сакате тие да траат долго време.
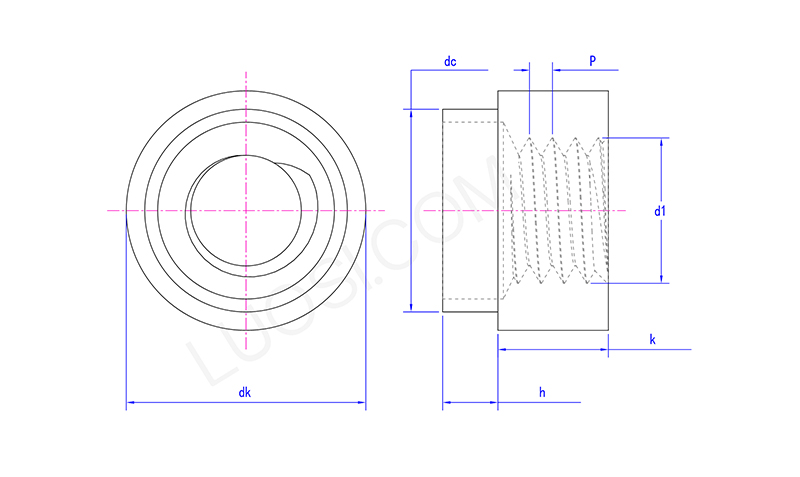
Индустриски стандарди и параметри:
Тркалезната навртка за третман на црнење следете ги индустриските правила, обично базирани на DIN 7337 или нешто слично. Ова осигурува дека тие можат да се заменат еден со друг, без разлика кој ги прави.
Ги мерите по различни нешта: големината на конецот (како М4, М5 и така натаму), колку е широко телото, колку е широка прирабницата и колку може да биде дебел материјалот кога ги користите. Стандардните големини на нишки обично одат од М3 до М12.
Големата разлика е во тоа што откако ќе ги поставите овие навртки, прирабницата (делот што се шири) е многу поширока отколку што беше претходно телото. Тоа е она што ги прави толку добри да не влечат низ материјалите.
Кога избирате орев, треба да ги знаете точните мерења. Треба да ја усогласите навртката со големината на дупката и колку е дебел материјалот. Ако не, нема да работи како што треба.
| Пон | М3-1,5 | М3-2 | М4-1,2 | М4-1,5 | М4-2 | М5-2 | М5-3 | М6-2 | М6-3 | М8-2 | М8-3 |
| P | 0.5 | 0.5 | 0.7 | 0.7 | 0.7 | 0.8 | 0.8 | 1 | 1 | 1.25 | 1.25 |
| dk макс | 7.25 | 7.25 | 8.25 | 8.25 | 8.25 | 10.25 | 10.25 | 11.25 | 11.25 | 13.25 | 13.25 |
| dk мин | 6.75 | 6.75 | 7.75 | 7.75 | 7.75 | 9.75 | 9.75 | 10.75 | 10.75 | 12.75 | 12.75 |
| dc макс | 4.98 | 4.98 | 5.98 | 5.98 | 5.98 | 7.95 | 7.95 | 8.98 | 8.98 | 10.98 | 10.98 |
| k макс | 3.25 | 3.25 | 4.25 | 4.25 | 4.25 | 5.25 | 5.25 | 6.25 | 6.25 | 6.25 | 6.25 |
| к мин | 2.75 | 2.75 | 3.75 | 3.75 | 3.75 | 4.75 | 4.75 | 5.75 |
5.75 |
5.75 |
5.75 |
| h макс | 1.6 | 2.1 | 1.3 | 1.6 | 2.1 | 2.1 | 3.1 | 2.1 | 3.1 | 2.1 | 3.1 |
| ч мин | 1.4 | 1.9 | 1.1 | 1.4 | 1.9 | 1.9 | 2.9 | 1.9 | 2.9 | 1.9 | 2.9 |
| d1 | М3 | М3 | М4 | М4 | М4 | М5 | М5 | М6 | М6 | М8 | М8 |
Кои алатки се потребни за инсталација?
За да поставите тркалезна навртка за третман на оцрнување, потребна ви е специјална алатка за поставување наречена мандрела. Оваа алатка се навојува во внатрешните нишки на навртката. Кога ја влечете или нанесувате сила на алатот, тоа прави навртката да се шири нанадвор, деформирајќи ја така што цврсто го фаќа ѕидот на цевката.
Постојат алатки за рачно поставување, но во повеќето случаи, особено во фабричките поставки, пневматските или хидрауличните алатки се подобри. Тие даваат конзистентна сила, што осигурува дека навртката е правилно инсталирана секој пат. Таа конзистентност е клучна за сигурни перформанси, особено кога правите многу инсталации.
Жешки тагови: Тркалезна навртка за самоприцврстување за третман на зацрнување, Кина, производител, добавувач, фабрика
Поврзана категорија
Шестоаголна навртка
Квадратен орев
Шестоаголна прирабничка навртка
Навртка за заклучување
Капа орев
Орев со шестоаголни дупчиња
Рачно зашрафете ја навртката
Тркалезна навртка
Јаткасти плодови
Т-орев
Орев од трска
Други јаткасти плодови
Испрати барање
Ве молиме слободно дајте го вашето барање во формата подолу. Ќе ви одговориме за 24 часа.








