
- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик


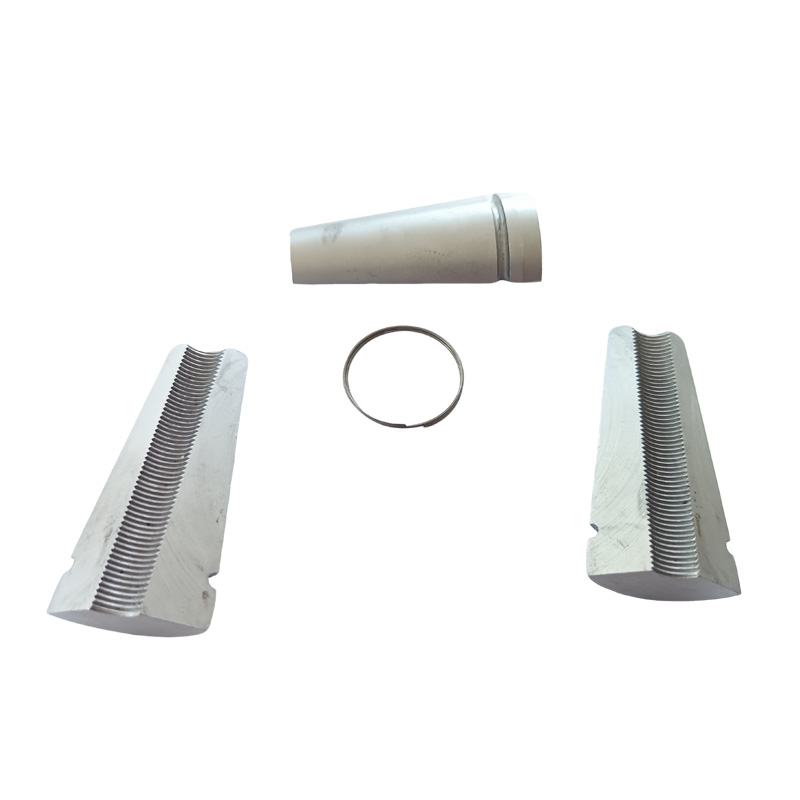
Ладно фалсификувани пост тензија клинови
Xiaoguo® овозможува приспособување на шаблонот на површинските заби на клиновите за затегнување со ладно ковање. Тоа е прецизно обработено според вашите барања за да се формираат униформни обрасци на забите, кои можат цврсто да загризат во челични кабли од 12,7 - 17,8 mm. Дури и кога силата на затегнување ќе достигне до 2000 MPa, таа нема да се лизне. Дали сакате таков производ?
Испрати барање
Опис на производот
Материјал
Изборот на материјали за затегнување на ладно ковање директно влијае на неговата конечна изведба, особено на рамнотежата помеѓу отпорноста на абење на површината и цврстината на јадрото.
Вообичаени системи за материјали:
(1) 20 CrMnTi (претпочитано)
Како нискојаглероден легиран челик, тој е најпосакуваниот материјал за производство на преднапрегнати клинови со висока цврстина. Неговата основна предност лежи во способноста да се постигне екстремно висока цврстина и отпорност на абење на површината преку процесите на карбуризирање или ко-карбуризирање со јаглерод-азот, додека одржува добра цврстина во внатрешноста на Cold Forged Post Tension Wedges.
(2) 40Cr / 45# челик
Овие два материјали воспоставуваат рамнотежа помеѓу перформансите и трошоците и се погодни за сценарија со умерени барања за јачина.
(3) Други материјали
Во американскиот стандарден систем, се користат и материјали како што се AISI C12L14, C11L17, 40Cr и C45.

Занаетчиски барања
Ладното ковање е основен производствен процес за ладно фалсификувани пост-напнати клинови, кои не само што можат да обезбедат висока прецизност, туку и значително да ја подобрат ефикасноста на производството и искористеноста на материјалите.
【1】 Основен процес на производство
(1) Ладно заглавие / Ладно истиснување: Главниот процес вклучува употреба на машина за ладно насочување или притиснете за да се истисне и обликува металната палка на собна температура.
(2) Процес на формирање: Процесот на производство обично вклучува чекори како што се „сечење на материјалот → обликување на рамната перница → формирање на ладно глави во повеќе положби“ и може да ја произведе основната форма на ладно ковани пост-затегнувачки клинови една или повеќе фази.
(3) Предност на процесот: Процесот на ладно ковање има исклучително висока стапка на искористеност на материјалите, обично достигнувајќи над 85%, а напредните техники можат да постигнат дури и до 99%.
【2】 Точност на обработка на клучот:
(1) Грубост на површината: Грубоста на површината на клучните површини за парење како што се конусните дупки на плочата за сидро е исклучително висока. Вообичаено, вредноста на Ra за отворите на конусот е 0,8, додека за другите делови е 3,2, со цел да се обезбеди самозаклучување.
(2) Толеранција на димензија: Отстапувањето на дијаметарот на сидровата плоча треба да биде во рамките на ± 0,5 mm, а грешката на аголот на конусот треба да биде во рамките на ± 0,3 °.

Најчесто поставувани прашања
(1) Дали материјалот на ладно ковани пост-затегнувачки клинови ги исполнува барањата за цврстина при ниски температури (како -40°C)?
О: Да. Нашиот материјал го помина тестот за удар при ниска температура -40°C, со енергија на удар ≥ 27J (во согласност со стандардот GB/T 229).
(2) Кои се предностите на ладното ковање во однос на традиционалното топло ковање или обработка?
О: Ладно ковање (ладно заглавување / ладно истиснување) се формира на собна температура и има три основни предности:
① Висока стапка на искористеност на материјали
② Висока димензионална точност
③ Добар квалитет на површината
(3) Каков вид на површинска обработка се прифаќа?
Стандардна површинска обработка е фосфатирање + облога со масло (основна анти-рѓа).
За средини со висока корозија, може да се изберат опции како Dacromet или облога од легура на цинк-никел.
Жешки тагови: Ладни фалсификувани клинови за затегнување, Кина, производител, добавувач, фабрика
Поврзана категорија
Hotешка натопи галванизирана жица од челик
Галванизирана челична жица за оптички кабли
Челични нишки
Јаже со тркалезна жица
Јаже со жица од авиони од челик
Јаже од жица од не'рѓосувачки челик
Грипер клин
Енкориџ грипер
Испрати барање
Ве молиме слободно дајте го вашето барање во формата подолу. Ќе ви одговориме за 24 часа.








