
- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик






Внатрешна нишка заварување обетка
Правилно инсталираната внатрешна нишка за заварување со навој, која е добиена од доверливи добавувачи, создава исклучително силни, сигурни врски со високи способности за истегнување и цврстина на смолкнување, обезбедувајќи постојан квалитет во секој проект. Со повеќе од една деценија искуство, Xiaoguo® изгради силни односи со клиентите и воспостави доверливи партнерства со клучниот добавувач.
Модел:Q 110-2012
Испрати барање
Опис на производот
Во производството на апарати, како печки, фрижидери, машини за перење, обетката за заварување со внатрешен навој ги држи надворешните панели, внатрешните држачи, изолацијата и цевките за жици на место, и тие го прават тоа чисто и ефикасно. За куќиштата за електроника, контролните табли и разводните уреди, тие обезбедуваат силни точки со навој за прицврстување на ремени за заземјување, монтирање на табли и прицврстување делови. Ова ги одржува работите електрично безбедни и механички стабилни без да ја наруши структурата на куќиштето.
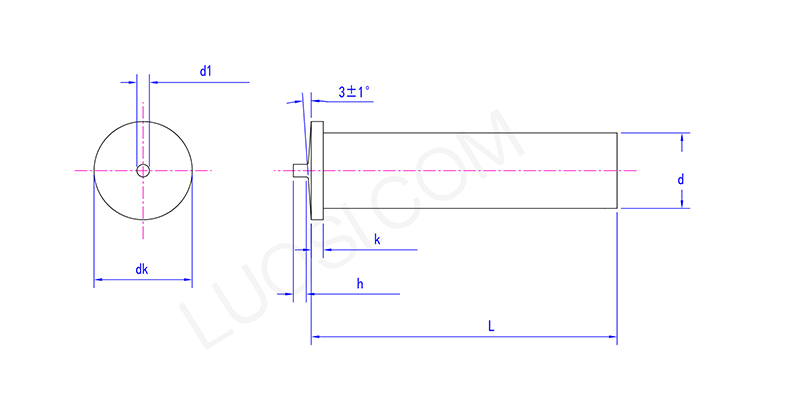
| Пон | Φ3 |
Φ4 |
Φ5 |
Φ6 |
| d макс | 3.1 | 4.1 | 5.1 | 6.1 |
| г мин | 2.9 | 3.9 | 4.9 | 5.9 |
| dk макс | 4.7 | 5.7 | 6.7 | 7.7 |
| dk мин | 4.3 | 5.3 | 6.3 | 7.3 |
| d1 макс | 0.68 | 0.73 | 0.83 | 0.82 |
| d1 мин | 0.52 | 0.57 | 0.67 | 0.67 |
| h макс | 0.6 | 0.6 | 0.85 | 0.85 |
| ч мин | 0.5 | 0.5 | 0.75 | 0.75 |
| k макс | 1.4 | 1.4 | 1.4 | 1.4 |
| к мин | 0.7 | 0.7 | 0.8 | 0.8 |
Методи за површинска обработка:
Навртките за заварување со внатрешен навој обично се подложени на површинска обработка за да се зголеми нивниот работен век. Вообичаените методи на третман вклучуваат галванизација, која може да биде или галванизирана или механички депонирана. Ова е рентабилен пристап кој обезбедува основни способности за спречување на 'рѓа за нив. Во посериозни сценарија за употреба, испакнатите може да се обработат со облоги или едноставно да се направат од нерѓосувачки челик. Во овој случај, треба да изберете облога што е компатибилна и соодветна за процесот на заварување и да се осигурате дека избраниот материјал или облога е соодветен за местото на инсталација и сценариото за употреба на испакнувања. На овој начин, тие можат да бидат што е можно поиздржливи.
Минимална количина на нарачка и попусти:
За повеќето навртки за заварување со внатрешен навој, вообичаеното време за нивно подготвување (FOB) откако ќе ја потврдите нарачката е 25 до 35 дена. Нашата стандардна минимална нарачка за извоз е обично една кутија или една палета, но тоа може да варира, особено за некои големини што ги имаме.
Жешки тагови: Заварување со внатрешен навој, Кина, производител, добавувач, фабрика
Поврзана категорија
Испрати барање
Ве молиме слободно дајте го вашето барање во формата подолу. Ќе ви одговориме за 24 часа.








