
- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик






Орев за заштеда на време
За време на инсталацијата, навртката за прицврстување што заштедува време го деформира околниот лим, создавајќи силно механичко блокирање. Xiaoguo® е сигурен снабдувач за производство на завртки, навртки и завртки.
Модел:QIB/IND CLA
Испрати барање
Опис на производот
За правилно инсталирање на навртката за прицврстување за заштеда на време, потребна ви е компатибилна преса - може да биде хидраулична, пневматска или серво-електрична - со добра контрола врз тонажата, плус правилно изработени алати (комплет за удирање и матрици). Ударот директно ја турка навртката, внесувајќи ја во металниот лим што е поставен над потпорната шуплина на матрицата. Добро дизајнираната матрица му дозволува на материјалот да тече на контролиран начин во деловите за прицврстување на навртката. Одржувањето на силата стабилно и сè усогласено е навистина важно. Ако не употребите доволно сила, клинчот ќе биде слаб. Користете премногу и може да ја оштетите навртката или листот. И не треба претходно ништо да превиткувате.
Применливи сценарија:
Навртките за прицврстување кои заштедуваат време се користат многу во индустриите кои треба ефикасно да го спојат лимот. Ќе ги најдете во автомобилите - за каросеријата, заградите, деловите на шасијата. Тие се исто така во електрониката, како куќишта, лавици и ладилници. Системите за HVAC ги користат и во каналите и единиците. Апаратите, со нивните рамки и куќишта, телекомуникациски кабинети, мебел и осветлување - сите тие користат навртки за прицврстување за заштеда на време.
Секоја работа за која е потребна цврста, доверлива навојна обетка која се држи надвор од лим (и седи рамна) работи добро со заштеда на време за прицврстување на навртката. Ги заменува гломазните навртки за заварување или лабавите сврзувачки елементи, што ги прави поедноставни и дизајнот и производството.
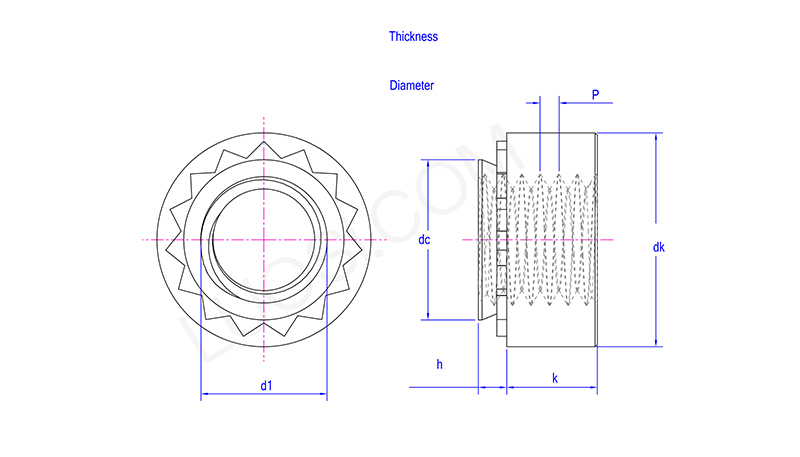
| Пон | 256-0 | 256-1 | 256-2 | 348-0 | 348-1 | 348-2 | 440-0 | 440-1 | 440-2 | 440-3 | 632-0 |
| P | 56 | 56 | 56 | 48 | 48 | 48 | 40 | 40 | 40 | 40 | 32 |
| d1 | #2 | #2 |
#2 |
#3 |
#3 |
#3 |
#4 |
#4 |
#4 |
#4 |
#6 |
| dc макс | 0.165 | 0.165 | 0.165 | 0.165 |
0.165 |
0.165 |
0.165 |
0.165 |
0.165 |
0.165 |
0.187 |
| Дијаметар на дупки за монтирање мин |
0.166 | 0.166 |
0.166 |
0.166 |
0.166 |
0.166 |
0.166 |
0.166 |
0.166 |
0.166 |
0.1875 |
| Дијаметар на дупки за монтирање макс |
0.169 |
0.169 |
0.169 |
0.169 |
0.169 |
0.169 |
0.169 |
0.169 |
0.169 |
0.169 |
0.1905 |
| dk мин | 0.24 | 0.24 | 0.24 |
0.24 |
0.24 |
0.24 |
0.24 |
0.24 |
0.24 |
0.24 |
0.27 |
| dk макс | 0.26 |
0.26 |
0.26 |
0.26 |
0.26 |
0.26 |
0.26 |
0.26 |
0.26 |
0.26 |
0.29 |
| h макс | 0.03 | 0.038 | 0.054 | 0.03 | 0.038 | 0.054 | 0.03 | 0.038 | 0.054 | 0.087 | 0.03 |
| h кодер | 0 | 1 | 2 | 0 | 1 | 2 | 0 | 1 | 2 | 3 | 0 |
| k макс | 0.08 |
0.08 |
0.08 |
0.08 |
0.08 |
0.08 |
0.08 |
0.08 |
0.08 |
0.08 |
0.08 |
| к мин | 0.06 |
0.06 |
0.06 |
0.06 |
0.06 |
0.06 |
0.06 |
0.06 |
0.06 |
0.06 |
0.06 |
| Дебелина на монтажната плоча мин |
0.03 | 0.04 | 0.056 | 0.03 | 0.04 | 0.056 | 0.03 | 0.04 | 0.056 | 0.091 | 0.03 |
Третман против 'рѓа:
Овој орев често има површински третмани за да им помогне да се спротивстават на 'рѓата и да изгледаат подобро. Вообичаените вклучуваат обложување со цинк - проѕирно, жолто или црно - обложување со цинк-никел, Geomet® (неелектролитички неоргански слој) и пасивација за нерѓосувачки челик. Облогата треба да се спротивстави на високиот притисок на процесот на прицврстување без да се откине.
Жешки тагови: Орев за заштеда на време, Кина, производител, добавувач, фабрика
Поврзана категорија
Шестоаголна навртка
Квадратен орев
Шестоаголна прирабничка навртка
Навртка за заклучување
Капа орев
Орев со шестоаголни дупчиња
Рачно зашрафете ја навртката
Тркалезна навртка
Јаткасти плодови
Т-орев
Орев од трска
Други јаткасти плодови
Испрати барање
Ве молиме слободно дајте го вашето барање во формата подолу. Ќе ви одговориме за 24 часа.








