
- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик




Вчитај навртки за заварување со стабилни Т-стил
Навртките за заварување со стабилно оптоварување во стилот Т нудат супериорна отпорност на вибрации и олабавување во споредба со многу други типови навртки откако ќе се заварат.
Модел:JIS B1196-3.2-1994
Испрати барање
Опис на производот
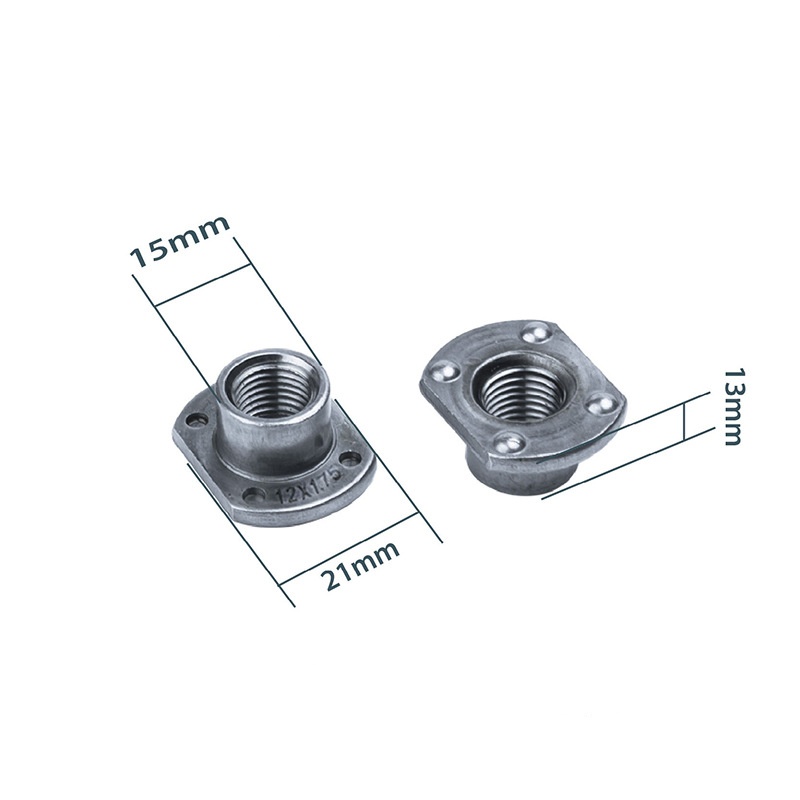
За разлика од завртките за кои треба да стигнете до двете страни, на навртките за заварување со стабилни Т стил им е потребен пристап само од едната страна - и за заварување и потоа за ставање на прицврстувачите. Тоа е супер корисно за затворени делови или делови во облик на кутија.
Исто така, големата прирабница помага да се запечати лимот. Ако поставите заптивната смеса или дихтунзи на површината на прирабницата пред заварување, овие навртки ќе помогнат да се формира цврста спојка, отпорна на истекување.
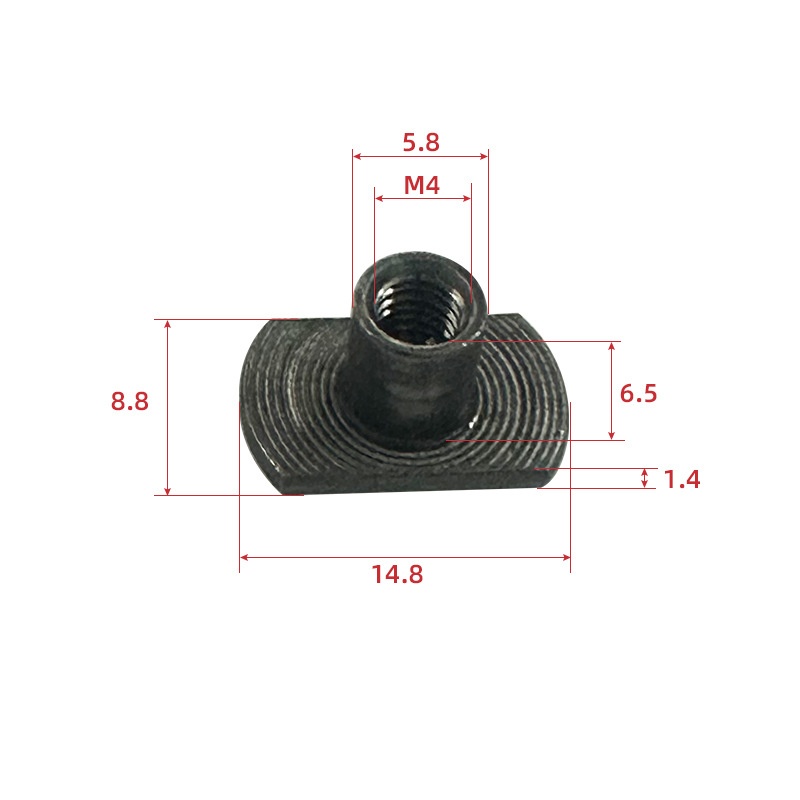
| Пон | М4 | М5 | М6 | М8 | М10 | М12 |
| P | 0.7 | 0.8 | 1 | 1︱1,25 | 1,25︱1,5 | 1,5︱1,75 |
| dk макс | 20.5 | 20.5 | 23.7 | 23.7 | 31 | 33.2 |
| dk мин | 19.5 | 19.5 | 22.3 | 22.3 | 29 | 30.8 |
| s макс | 12.25 | 12.25 | 14.3 | 14.3 | 19.4 | 21.5 |
| s мин | 11.75 | 11.75 | 13.7 | 13.7 | 18.6 | 20.5 |
| ds макс | 5.9 | 6.7 | 8.3 | 10.2 | 13.2 | 15.2 |
| дс мин | 5.4 | 6.2 | 7.8 | 9.5 | 12.5 | 14.5 |
| k макс | 5.9 | 6.9 | 7.5 | 9 | 10.6 | 11.8 |
| к мин | 5.1 | 6.1 | 6.5 | 8 | 9.4 | 10.2 |
| h макс | 1.4 | 1.4 | 1.85 | 1.85 | 2.3 | 2.3 |
| ч мин | 1 | 1 | 1.35 | 1.35 | 1.7 | 1.7 |
| d0 макс | 3.25 | 3.25 | 3.25 | 3.25 | 4.05 | 4.05 |
| d0 мин | 2.75 | 2.75 | 2.75 | 2.75 | 3.55 | 3.55 |
| d1 макс | 15.2 | 15.2 | 17.25 | 17.25 | 22.3 | 24.3 |
| d1 мин | 14.8 | 14.8 | 16.75 | 16.75 | 21.7 | 23.7 |
Применливи сценарија:
Најчестиот и најевтиниот материјал за навртки за заварување со стабилна оптовареност во Т стил е ниско до средно јаглероден челик - како AISI 1008, 1010, 1018. Овој вид челик добро функционира за заварување, има добра цврстина, лесно се обликува и не чини многу.
Навртките за заварување со стабилна оптовареност на јаглероден челик Т се добри за повеќето редовни индустриски намени, без разлика дали се внатре или на места со мала корозија - особено ако имаат заштитна обвивка. Нивните цврсти својства значат дека можат да се справат со силите на смолкнување и влечење потребни за тешки работи на прицврстување откако ќе се заварат.

Инструкции за инсталација:
За да ја добиете најдобрата цврстина од навртките за заварување со стабилна оптовареност Т, треба да ги контролирате поставките за заварување - струја, време, притисок - токму како што е наведено за материјалот и дебелината на навртката.
Навистина е важно површината да се подготви правилно: чиста, без масло на металот. Самиот дизајн помага да се фокусира струјата на заварување низ проекцијата, но клучот е правилното поставување на машината и обезбедувањето на операторите да знаат што прават. Така добивате постојани, силни завари на секоја навртка во Т-стил.
Жешки тагови: Стабилни навртки за заварување во Т стил, Кина, производител, добавувач, фабрика
Поврзана категорија
Шестоаголна навртка
Квадратен орев
Шестоаголна прирабничка навртка
Навртка за заклучување
Капа орев
Орев со шестоаголни дупчиња
Рачно зашрафете ја навртката
Тркалезна навртка
Јаткасти плодови
Т-орев
Орев од трска
Други јаткасти плодови
Испрати барање
Ве молиме слободно дајте го вашето барање во формата подолу. Ќе ви одговориме за 24 часа.








